Техническая оснащенность базового производственного предприятия
ООО «ИТЦ РТ и МО»
Продольно-фрезерный станок 6М610Ф11-23, производства Минского станкостроительного производственного объединения (МСПО) 1988 года выпуска.
Станок подвергся глубокой модернизации: вместо УЦИ используется система ЧПУ «Балт Сиитем» NC-110 с поддержкой до 16 осей (8-ЦИП, 8-ЦАП),
тиристорные привода подач (X,Y,Z) заменены на современные сервопривода,
в главном приводе используется асинхронный двигатель с частотным регулированием,
в качестве ДОС используются оптические линейки по всем линейным осям
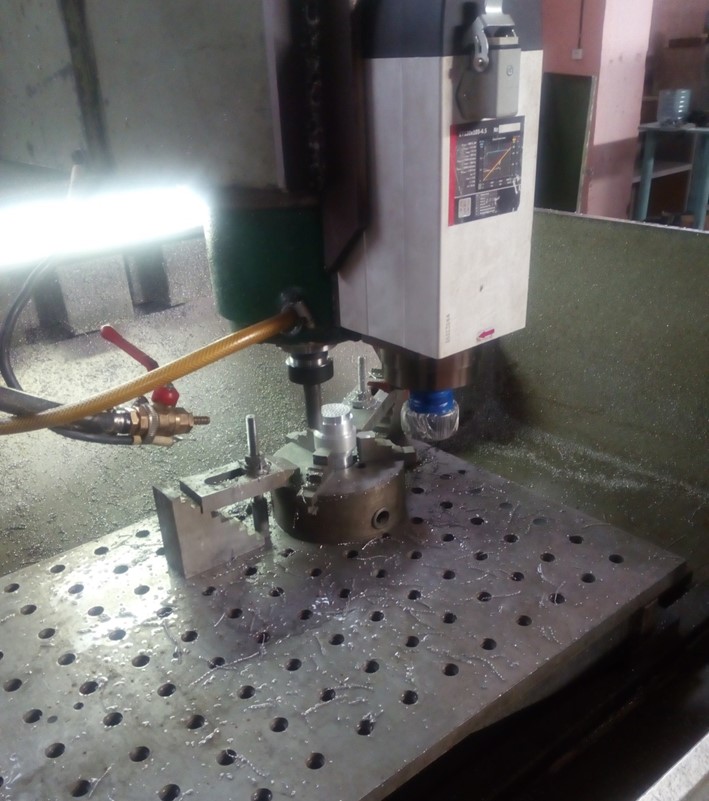
Для обработки технологических отверстий в малых кристаллизаторах прямоугольной формы была адаптирована угловая ускорительная головка от Швейцарского станка “Starrag KF250”
установлена система ЧПУ NC-210 c аналоговым каналом управления,
установлены современные цифровые серво-двигателя в приводе подач станка,
в главном приводе дополнительно к основному двигателю постоянного тока с двух зонным тиристорным управлением устанавливается современный высокоскоростной мотор-шпиндель (для реализации HSM-технологии),
В качестве ДОС по всем осям применены оптические линейки.
изготовлено устройство принудительного охлаждения нижних подшипников через систему СОЖ в главном приводе.
Модернизированный фрезерный станок 65А80Ф1 (1990 г. в.)
В результате модернизации выполнены
Следующие работы:
установлена система ЧПУ NC-220 c цифровым каналом управления,
установлены современные цифровые серводвигателя в приводе подач станка,
в главном приводе установлен асинхронный двигатель с частотным регулированием,
в качестве ДОС по линейным осям применены оптические линейки, установлена четвертая, съемная ось А от фрезерного станка ГФ 2152,
спроектирован и изготовлен новый шкаф электроавтоматики станка,
для САМ-системы в результате модернизации реализовано системой ЧПУ NC-220 два процесса:
Первый процесс -трех координатный станок с вертикальным шпинделем (X, Y, Z).
второй процесс –фрезерно-токарный станок с вертикальным шпинделем (X, Y, Z, A)
установлена система ЧПУ NC-220 c цифровым каналом управления,
установлены современные цифровые серво-двигателя в приводе подач станка,
в главном приводе в место управления асинхронным двигателем посредством автоматической коробки скоростей на электромагнитных муфтах установлен частотный преобразователь,
в качестве ДОС по всем осям применены оптические линейки,
в место морально устаревшей шести позиционной револьверной головки с червячным приводом установлена восьми позиционная револьверная головка УГ9326 с подачей СОЖ через инструмент.
Инженерный центр по разработке технологии, модернизации оборудования и импортозамещению, созданный совместно с сотрудниками Хакасского технического института — филиала федерального государственного автономного образовательного учреждения высшего профессионального образования «Сибирский федеральный университет» (ХТИ — филиал СФУ) на базе ООО «ИТЦ РТ и МО».
В составе творческого коллектива входят:
Платонов Владимир Викторович, кандидат технических наук, доцент кафедры «АТиМ» ХТИ — филиала СФУ; Автор более 30 научных трудов, в том числе, 1 авторского свидетельства, 1 патента на изобретение (сертифицированный представитель ООО «Балт-систем» по внедрению продукции ООО «Балт-систем»), опыт модернизации более 20 станков за 18 лет.
Никифоров Алексей Григорьевич, кандидат технических наук, специалист по электрооборудованию и системам управления.
Глушкин Евгений Яковлевич, кандидат технических наук, доцент кафедры «Электроэнергетика» ХТИ — филиала СФУ; Автор более 50 научных трудов, в том числе, 5 авторского свидетельства, 1 патента на изобретение.
Кольцов Владимир Петрович, доктор технических наук, профессор кафедры «Оборудование и автоматизация машиностроения» НИ ИрГТУ; член диссертационного совета. Принимал участие в разработке общемашиностроительных нормативов режимов резания. Автор более 100 научных трудов, в том числе 4 монографий, 23 авторских свидетельств, 4 патентов на изобретение.
Майзель Игорь Геннадьевич, кандидат технических наук, доцент кафедры «Оборудование и автоматизация машиностроения», НИ ИрГТУ. Автор 40 научных трудов, в т.ч. 15 патентов.
Карамашев Алексей Николаевич, кандидат технических наук, специалист по автоматизации производственных процессов.
Предметом деятельности ООО «ИТЦ РТ и МО» являются:
практическое применение (внедрение) результатов интеллектуальной деятельности;
комплексная автоматизация производственных процессов и установок;
ремонт, разработка, изготовление и модернизация технологического оборудования с ЧПУ и оснастки по заказам предприятий региона;
разработка и изготовление различных машин и механизмов для пищевой, машиностроительной, деревообрабатывающей, камнеобрабатывающей отраслей (включая систему управления и программного обеспечения).
разработка, освоение и внедрение CAD-CAM технологий в заготовительном, металлообрабатывающем и механосборочном производствах;
подготовка и переподготовка специалистов по CAD-CAM-CAE технологиям, электроприводу и микропроцессорным системам, работе и обслуживанию автоматизированного оборудования с ЧПУ по заказам предприятий региона;
проектирование и производство штампов, пресс-форм и литейных форм, других изделий по заказам предприятий региона.
Опыт работы сотрудников предприятия в данной области составляет более 10 лет. Работы по ремонту, обслуживанию и модернизации станочного оборудования с ЧПУ, а также подготовка кадров проводились практически на всех предприятиях Республики Хакасия, на ряде предприятий Красноярского края, а также г.Санкт-Петербурга.
В своей работе творческий коллектив тесно сотрудничает с такими предприятиями-партнерами, как:
ООО «Балт-Систем» (г. Санкт-Петербург) — поставка систем ЧПУ, приводов главного движения и подач, ДОС;
академией «DMG MORI» — подготовка кадров;
ООО «SIEMENS» (сектор индустрии) — средства автоматизации, контроллеры;
Объединенной промышленной корпорацией «ОБОРОНПРОМ» ООО «Савеловский машиностроительный завод» — разработка специальной трех осевой шпиндельной головки с ЧПУ;
Швейцарской фирмой «IBAG» — высокоскоростные мотор шпиндели;
SPRUT TECHNLOGY CAD/CAM/CAPP/MES-системы — моделирование процесса обработки и создание управляющих программ для специальных станков с ЧПУ.
В период с 2010 г. по 2014 г. на территории ООО «Абакан-Пласт» создан гибкий участок по механической обработке пресс форм для инновационного тонкостенного литья на термопласт автоматах пищевых упаковок с применением высокоэффективной и высокоскоростной HSM-технологии. В состав участка вошли следующие станки с ЧПУ;
-модернизированный Японский вертикально-фрезерный станок FD-106 с системой ЧПУ NC-310 с сервоприводами и оптическими линейками по всем осям,
-модернизированный вертикально-фрезерный станок 65А60 с системой ЧПУ NC-210 с сервоприводами и оптическими линейками по всем осям,
-модернизированный вертикально-фрезерный станок ГФ2171 с системой ЧПУ NC-210.
На базе участка создана учебно-производственная лаборатория по CAD/CAM-системам с внедрением HSM-технологии для чистовой обработки пресс-форм из закаленных сталей (HRC 40-55). Лаборатория задействована в учебном процессе ХТИ – филиала СФУ. Работа выполнялась с привлечением грантовых средств Министерства образования РХ (грант на внедрение результатов исследований в производственную и социальную сферы по приоритетным направлениям научной и научно-технической деятельности в Республике Хакасия на сумму 900 тыс.руб.). По этой же теме для ООО «Абакан-Пласт» выполнено 2 хоздоговорные работы на сумму 1,5 млн.руб.
Опыт эксплуатации созданного гибкого участка показал, что наиболее эффективным является комплексное решение вопросов модернизации производства, которое помимо модернизации основного оборудования с ЧПУ включает подготовку и организацию производства, переподготовку и обучение квалифицированных кадров конструкторско-технологического отдела, обучение операторов и станочников. Созданная технология позволяет перейти на более высокий уровень организации производства, вести работу в CAD/CAM-системе напрямую с 3D-моделями с сетевой поддержкой на всех уровнях, снизить издержки производства в 5 раз, поднять производительность труда в 3 раза, повысить качество продукции.
По результатам выполнения работ опубликовано более 10 статей в открытой печати, получен патент РФ 2463142 (2012г.) «Способ плазменно-механического раскроя листового проката с ЧПУ».
Гибкий участок по механической обработке пресс форм был представлена на общегородской выставке инновационных проектов и научно-технических разработок в городе Красноярске 13-14 апреля 2012 г.
В настоящее время ООО «Контур-Про» на своей собственной производственной базе освоил высокоэффективную технологию механической обработки литейной оснастки (кристаллизаторов и поддонов) для компании «РУСАЛ».
Само производство площадью 1200 кв.м. находится в г. Черногорске (ул. Восточная 2). на которой кроме обычного металлорежущего оборудования имеются модернизированные собственными силами станки с ЧПУ;
продольно-фрезерный станок 6М60 шести осевой (XYZBCW) с системой ЧПУ NC-110 с сервоприводами и оптическими линейками по всем осям.
вертикально-фрезерный станок 65А80 четырех осевой (XYZA) с системой ЧПУ NC-220 с сервоприводами и оптическими линейками по всем осям.
расточной 2С150ПМФ4 с системой ЧПУ NC-210 с сервоприводами и оптическими линейками по всем осям.
токарный 16К20 с системой NC-202 c сервоприводами и оптическими линейками по всем осям.
Запланирован капитальный ремонт и модернизация следующих станков для собственных нужд:
В период 2016-2017 гг. на своей собственной базе модернизировано оборудование по модульному принципу, разработана и освоена технология обработки кристаллизаторов и поддонов для получения плоских слитков для заводов Восточного дивизиона ОК РУСАЛ.
Данная технология позволяет вести обработку наружного и внутреннего контуров поддонов (рис.1) и кристаллизатора (рис.2) из алюминиевых сплавов в сочетании высокопроизводительной (сечение среза 4мм*50мм) и высокоскоростной (рабочая подача до 6 м/мин.) технологий в трех осевом режиме благодаря высокой жесткости станка и современным приводам и системы ЧПУ (рис.3-4).
Вместо строгания рисок для удержания смазки была внедрена накатка, что положительно сказалось на ресурсе кристаллизатора (рис.5). Для сверления отверстий в малых кристаллизаторах применялась адаптированная угловая головка от станка “Starrag KF-250” (рис.6).
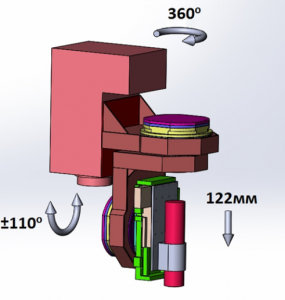
Для пятисторонней обработки поддонов и кристаллизатора, а также пространственного сверления точных отверстий в больших кристаллизаторах собирается трех осевая шпиндельная головка из двух модулей вращения, модуля перемещения и скоростного мотор-шпинделя, которая крепится на гнездо лобовой головки (рис. 7)
Разработанная технология и модернизация по модульному принципу позволяет перейти на более высокий уровень организации производства, вести работу в CAD/CAM-системе напрямую с 3D-моделями с сетевой поддержкой на всех уровнях, снизить издержки производства в 5 раз. Технология практически полностью исключает человеческий фактор при производстве изделий и не требует обслуживающего персонала высокой квалификации. Фактически мы получаем два высокотехнологичных станка на одном рабочем месте силовой трех осевой станок (XYZ) и скоростной шести осевой (XYZACW), со съемными модулями накатки и сверления внутренних отвестий в малых кристаллизаторах.
Станок позволит производить до 7 кристаллизаторов или 10 поддонов больших размеров (800*2200) в месяц при двухсменной работе для заводов Восточного дивизиона ОК РУСАЛ, что практически перекроет годовую потребность. При этом основной персонал по предложенной технологии составляет всего 5 человек.
В 2018г. разрабатывается технология обработки крупных деталей для ремонта оборудования угольной и горнодобывающей отрасли.
Данная технология находится в стадии разработки и предусматривает механическую обработку больших вал-шестерен (ф700*2800) весом до 6 тонн и зубчатых колес (ф1600*500) весом 4тонны на модернизированном продольно-фрезерном станке 6М610 с применением дополнительно двух модулей (оси Aили оси С) для Томусинского РМЗ.
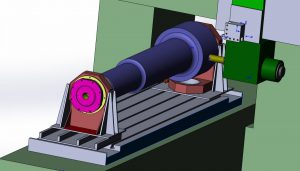
При обработке вал-шестерен задействована дополнительно к трем осям ( XYZ) ось (A), которая расположена на столе станка. Для создания четвертой осьи (А) использовались два поворотных модуля (рис.3, рис.4), которые работают в подчиненном режиме (оси А и А1), создавая вместе требуемый крутящий момент (до 1кН*м в пиковом режиме). В конструкции поворотных модулей применены роликовые конические подшипники с внутренним Ф150, что обеспечивает трубуемую грузоподъемность. Одна из базовых конструкций для крепления для установки поворотных модулей предусматривает регулировочный ход по оси X, для установки и снятия заготовки (рис.8).
Рис. 8 Обработка вал шестерни.
Данная технология предусматривает черновую обработку вала с помощью торцевой торцевой головки фрезерованием в токарном режиме и чистовое точение резцом , установленным в гнезде съемной лобовой головки. При работе в токарном режиме торцевая головка снимается и ставится в координатно определенном гнезде, при этом время сняти-установки занимает 5-10 минут.
Предварительное торцевание и центрование заготовки, установленной в специальной призме, производится на столе станка с помощью торцевой головки.
Для нарезания зучатых колес и шлицев на конце вала используются концевые фрезы при обработке с помощью торцевой головки и дисковые модульные фрезы при использовании основного шпинделя. Валы могут в зависимости от технологии крепится в патроне или приводных центрах.
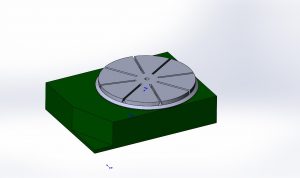
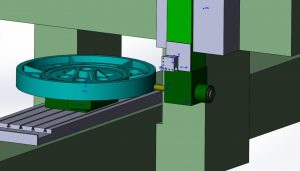
При обработке больших зубчатых колес используется ось С. Для этого используется поворотный стол от расточного станка (рис.9), подвергнутый глубокой модернизации с целью работы в круговом, а не позиционном режиме.
Рис.9 Поворотный стол расточного станка
Также усилины опоры для повышения грзоподъемности стола до 4 тонн.
Данная технология позволяет реализовать на продольно-фрезерном станке работы следующие работы;
А) Режим токарно-карусельного станка при работе резцом, установленным в гнезде лобовой или торцевой головок.
Б) Режим карусельно-фрезерного станка при применении фрезы, установленной в основном гнезде или в гнезде торцевой головки (рис.9).
В) Режим зубофрезерования в зависимости от детали оси (XYZA) при обработке вал-шестерен, оси (XYZC) при обработке больших шестерен.
Г) Режим шлицефрезерования.
Рис. 9. Обработка зубчатых колес
Вывод. Модернизация под конкретные технологические задачи с применением модульного принципа позволяет значительно расширить технологические возможности станка. Совместив токарные, фрезерные, зубо и шлице обрабатывающие процессы на одном станке, за одну установку мы не только повышаем общую производительность и качество обработки, но значительно уменьшаем общие затраты (один станок вместо двух и более). Учитывая что мы используем передовые достижения, работа в CAD/CAM-системе напрямую с 3D-моделями со сквозной сетевой поддержкой, исключающей субъективный фактор, то эффективность трудно переоценить
В настоящее время параллельно ведутся работы по проектированияю собственного 3D-принтера для печати домов, станка для обработки лафета из древесины при строительстве и разработке на их основе современных технологий в строительстве.
В 2019 году технология механической обработки кристаллизаторов и поддонов раз личных типоразмеров доведена до цифрового уровня, практически отсутствует субъективный (человеческий) фактор. Сегодня под «малым цифровым производством в машиностроении» понимается, прежде всего, использование 3D-моделей от проектирования до изготовления со сквозной сетевой поддержкой, то есть весь процесс цифровой. Для этого на станке 6М610 для автоматического нарезания резьбы метчиком в корпусе кристаллизатора, был спроектирован и изготовлен специальный узел для установки энкодера в узле привода лобовой головки (рис.1)
Рис.1 Коническая шестерня с энкодером ЛИР-238А
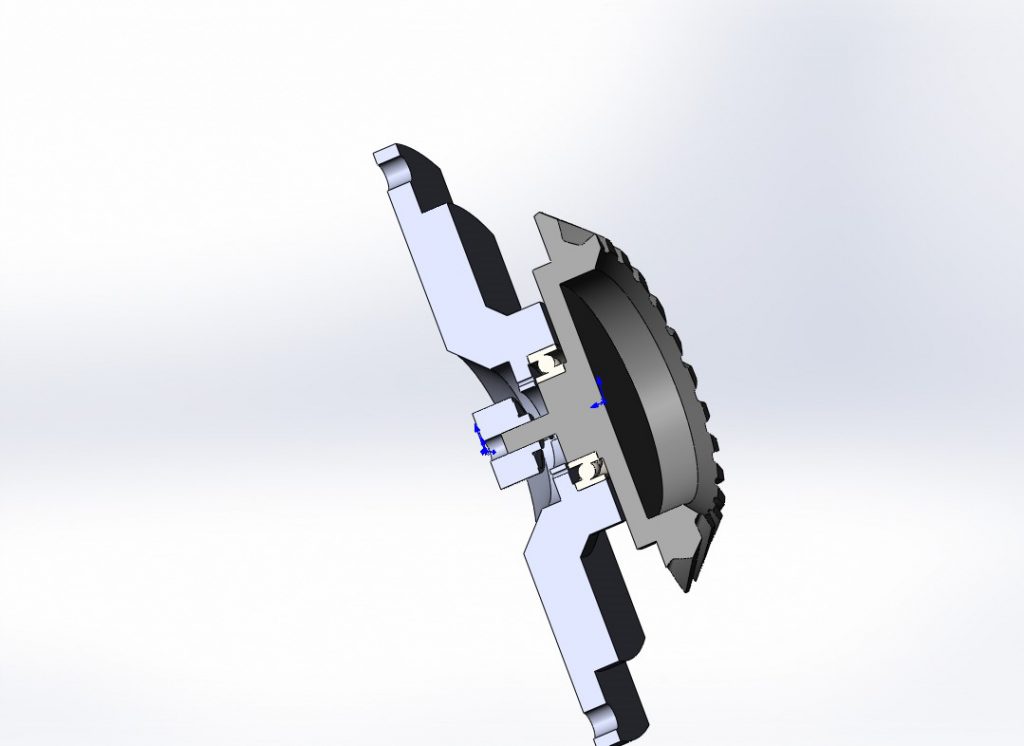
Чистовая обработка кристаллизаторов и поддонов ведется с использованием технологии HSM, в пяти осевом (XYZCA, рис.2) варианте обработки с высокоскоростным мотор-шпинделем с жидкостным охлаждением.
Рис.2. Двух осевая головка со скоростным мотор-шпинделем.
При сверлении по оси W отверстий малого диаметра до 0,8 мм и накатки вместо строгания внутренней поверхности кристаллизатора используются специальные устройства, которые крепятся к посадочному гнезду мотор-шпинделя (Рис.3,4).
Рис.3.Привода W с мотор-шпинделем
Рис.4, Накатное устройство
Цифровая технология предусматривает следующие этапы:
подготовка, сборка и анализ 3D-моделей в среде СОЛИД ВОРКС,
разработка технологического процесса, моделирование обработки и подготовка управляющих программ с среде СПРУТ КАМ,
подготовка необходимой оснастки и инструмента,
передача через сеть на станок управляющих программ,
установка и привязка детали на станке,
сама обработка на станке.
Спроектированный нами деревообрабатывающий станок с ЧПУ позволяет в автоматическом режиме обработать каждое бревно сруба под соединение «Норвежский замок»
Наиболее эффективно для малых цифровых предприятий по предварительно разработанному технологическому процессу создавать необходимое оборудование по предметному назначению, используя агрегатно-модульный принцип как в массовом производстве. То есть идти от технологии к оборудованию, а не, наоборот, при этом используя базовые детали от предыдущих станков, которые практически не имеют физического износа. Система ЧПУ, привода, направляющие качения, системы смазки и охлаждения покупаются отдельно. Так как в малом цифровом производстве профессии конструктора, технолога, оператора-программиста интегрируются в одну, то интерфейс оператора станка с ЧПУ должен быть максимально простым и удобным
Наш пример. В основе лежат базовые элементы продольно-фрезерного станка 6М610, который подвергся глубокой модернизации по аппаратной и технической части (система ЧПУ, привода, измерительная система, система смазки). Дополнительно к стандартным лобовой и торцевой головкам были разработаны и изготовлены специальные модули и агрегаты, которые не только расширили технологические возможности, но и позволили сочетать на одном станке различные виды обработки (несколько станков в одном).
A)
Б)
В)
Г)
Рис.1. Первый и второй модули вращения (а, б), агрегаты перемещения и накатки (соответственно в, г)
Рассмотрим вариант компоновки продольно-фрезерного станка под предварительно разработанную цифровую технологию обработки корпуса редуктора домкрата (РУСАЛ-ИТЦ, Тайшетский алюминиевый завод) — обработка ведется в начале в трех осевом режиме фрезерного станка основным шпинделем станка в режиме максимальной производительности,
Рис. 2 Обработка корпуса редуктора в трех осевом режиме -далее в режиме токарного станка по агрегатно-модульному принципу используя первый модуль вращения в качестве силового шпинделя и торцевую головку в качестве неподвижного держателя инструмента, производим внутреннюю расточку.
Рис.3. Обработка на продольно- фрезерном станке корпуса редуктора в режиме токарного станка — далее в режиме горизонтально-фрезерного станка растачиваем отверстие по установку червяка и обрабатываем плоскость под опоры червяка, торцевая головка выступает в качестве горизонтального шпинделя.
Рис. 4. Обработка корпуса редуктора на продольно-фрезерном станке в режиме горизонтально-расточного станка
Модернизация гибкого комплекса ИС800 (1992г.в.)
В результате капитального ремонта и модернизации выполнены следующие работы:
восстановлены направляющие, имеющие физический износ.
изготовлен новый шкаф электроавтоматики станка.
установлены цифровые серводвигатели в приводе подач.
в главном приводе установлен асинхронный двигатель с частотным регулированием
установлена система ЧПУ NC-310 с возможностью поддержки до 8 осей с цифровым управлением и 4 осей с аналоговым управлением